3D printing
3D printing is a general term that is used more often. Finally, he describes some of the rapid prototyping technologies for which there are various 3D printing processes. 3D printing is the creation of real, three-dimensional components based on data sets. The model to be created is created as a 3D data set in any CAD program. Then all you have to do is press a button and the model becomes reality layer by layer. Various post-treatments can change the strength, heat resistance and appearance. There is 3D printing with non-metallic or metallic materials.
What is rapid prototyping?
Rapid prototyping means translated: “rapid model building” and is an umbrella term for the various technical processes used for the rapid production of components. The starting point is always design data. Rapid prototyping technologies are therefore manufacturing processes that aim to quickly convert existing data into tangible components without any further detours.
Technical procedures:
There are a wide variety of manufacturing processes for creating 3D prototypes, which are used in 3D printers. The most important procedures are:
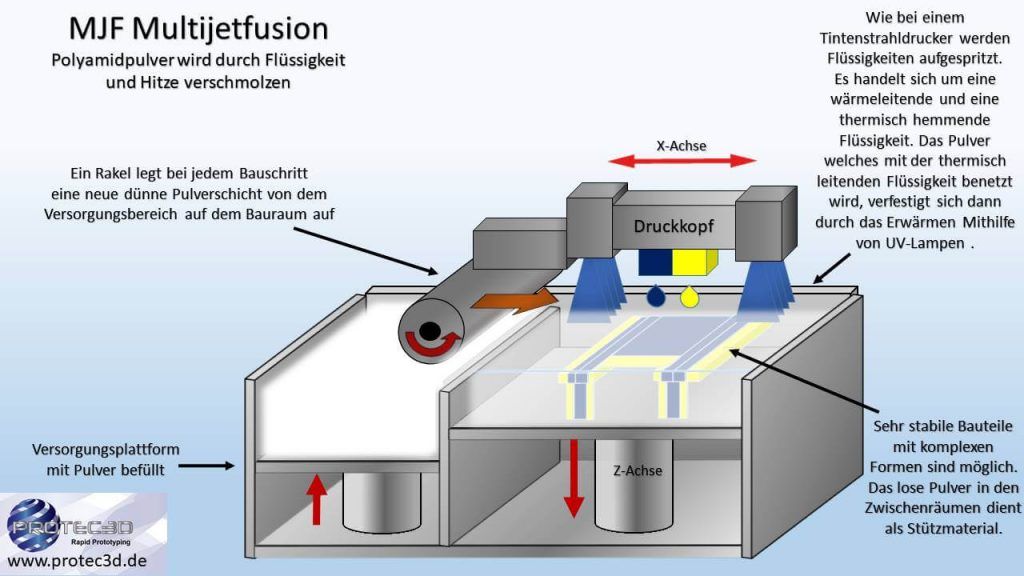
Multijetfusion (Multi Jet Fusion – MJF) The basis is a polyamide powder which is wetted with two different liquids and additionally heated. On the one hand, a thermally conductive liquid is placed where the component is primarily to be created. In the areas where the melting effect is to be reduced or even increased, a thermally inhibiting liquid is sprayed on. This results in smoother surfaces and sharp edges on the components. Heat sources installed on the print head heat each layer in a targeted manner one after the other. It is currently the latest 3D printing process from HP. Multi Jet Fusion has several advantages over the most comparable process “SLS laser sintering” and also has the potential to significantly influence the rapid prototyping sector.
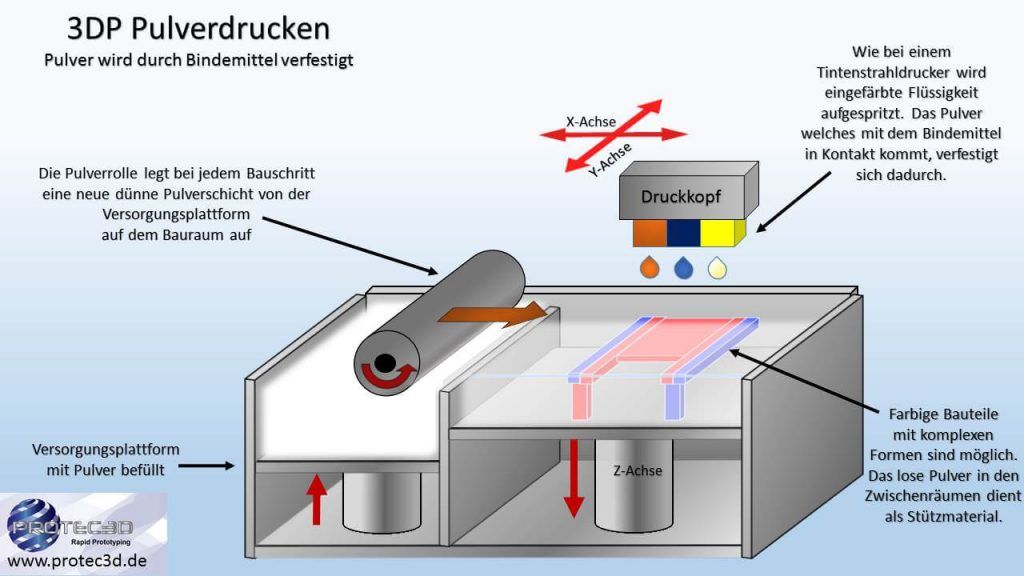
Powder printing (3D printing – 3DP) A thin layer of powder serves as the basis, which is solidified at certain points by a binding agent. Display models are preferably produced here. With this printing method, multicolored high-resolution models can be printed. Resilient pre-series prototypes can only be produced to a certain extent through the appropriate chemical after-treatment. Powder printing makes complex shapes possible. The unsolidified powder around the component serves as a support material. After the printing process, this can be easily removed and reused. The component, which is still very sensitive after the printing process, is treated with another filler (infiltrate), which gives the final mechanical properties. The surface is slightly rough, like sandblasted.
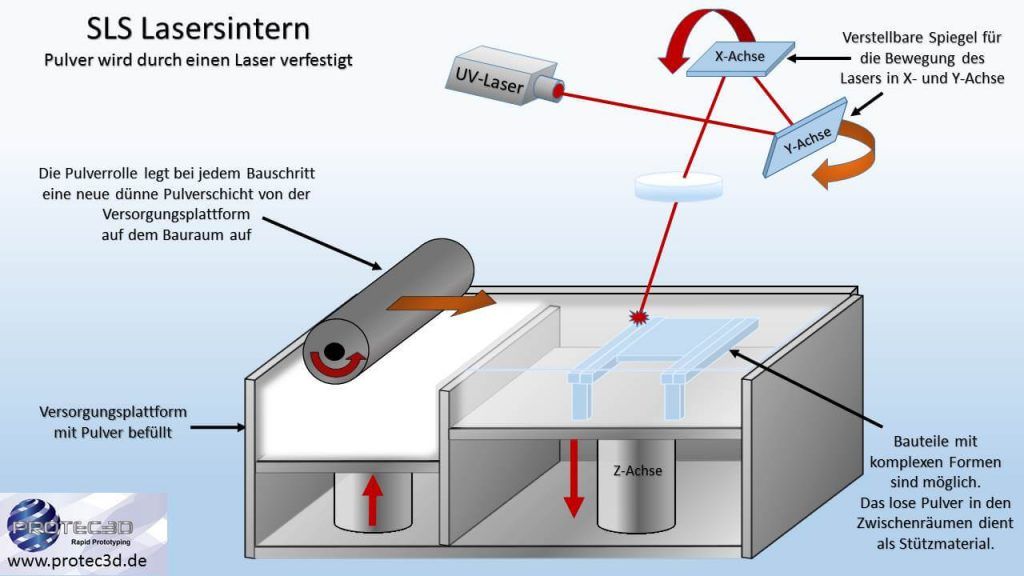
Selective Laser Sintering (SLS) Here, too, the basis is a very fine powder. The base material used is a polyamide. In contrast to powder printing, the material is not connected with a binder, but fused with the help of a laser beam. The components have a slightly rough surface (like sandblasted). They are stable immediately after the manufacturing process and do not necessarily have to be reworked. The models can only be made in one colour. Heat-resistant, metallic-looking as well as flexible components can be manufactured.
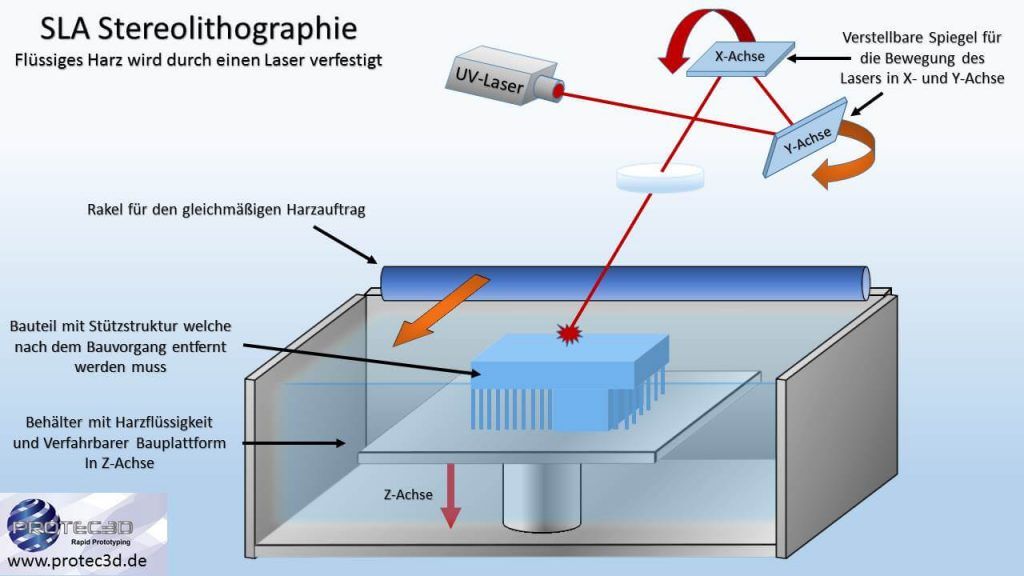
Stereolithography (SLA) In this process, liquid resin or wax is the starting material. The liquid material is hardened at the desired points using a UV light source or a laser. This technology is very well suited, for example, to produce vacuum casting master models. A very smooth and precise surface is possible here. Only monochromatic, but high-precision models can be manufactured.
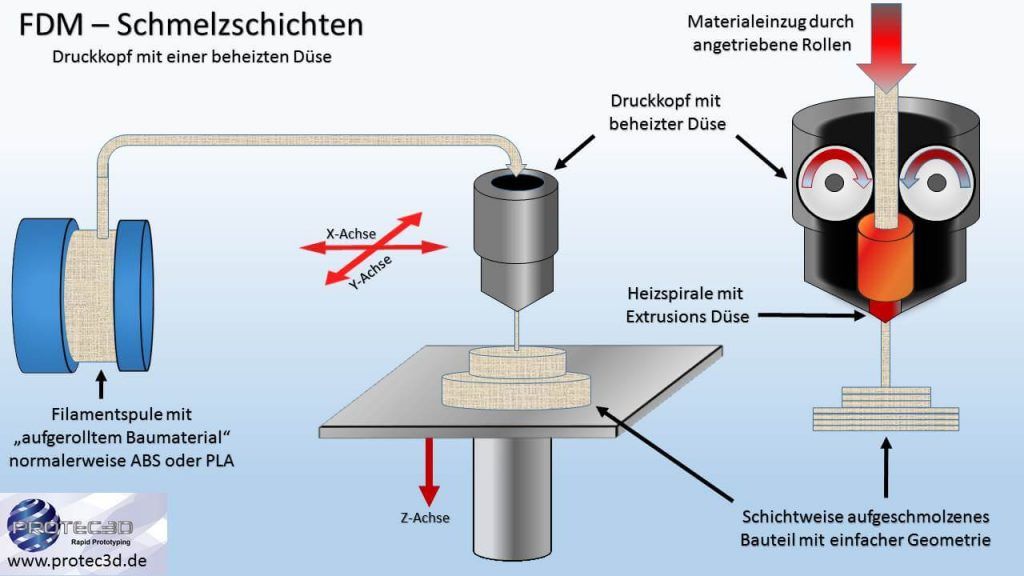
Fused deposition modeling (FDM with a nozzle) A plastic wire (PLA, ABS, ASA, etc.) is melted and applied layer by layer through a nozzle at the desired locations. There the material hardens and a plastic part is created. Since the component hardens slowly during the printing process, a support structure must also be built up by the printer. This support structure has to be removed manually after the printing process and then disposed of. The rework on the components is more or less complex depending on the shape of the component. Simple, resilient models can be manufactured. The surface is slightly grooved.
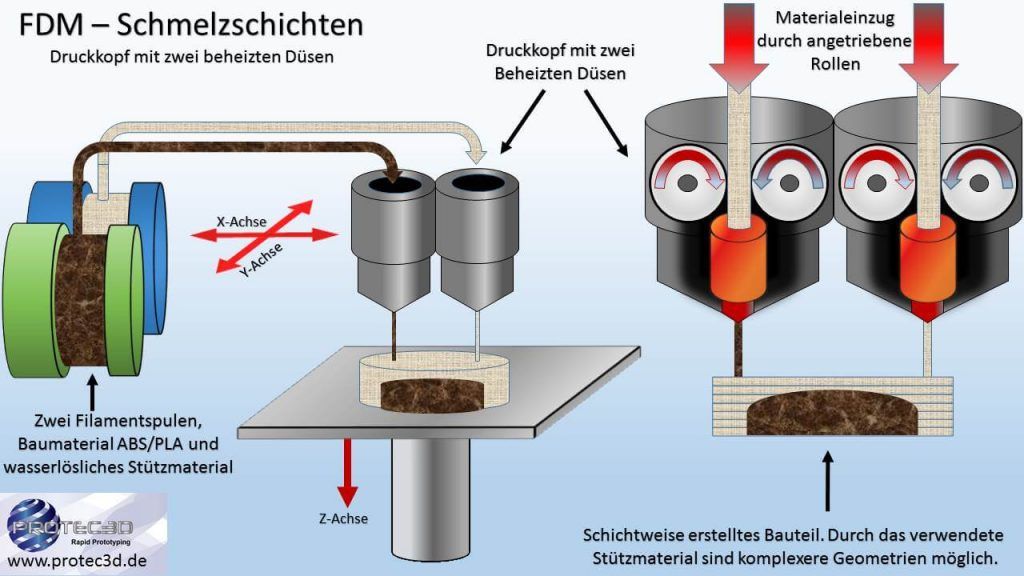
Fused deposition modeling (FDM with two nozzles) A thin plastic wire (PLA, ABS, ASA, etc.) is melted and applied layer by layer through a nozzle at the desired locations. There the material hardens and a plastic part is created. Since the component hardens slowly during the printing process, support material must be built up in the gaps through the printer’s second nozzle. This water-soluble or only slightly adhesive support material is removed with little effort after the printing process. Complex, resilient models can be manufactured. The surface is slightly grooved.
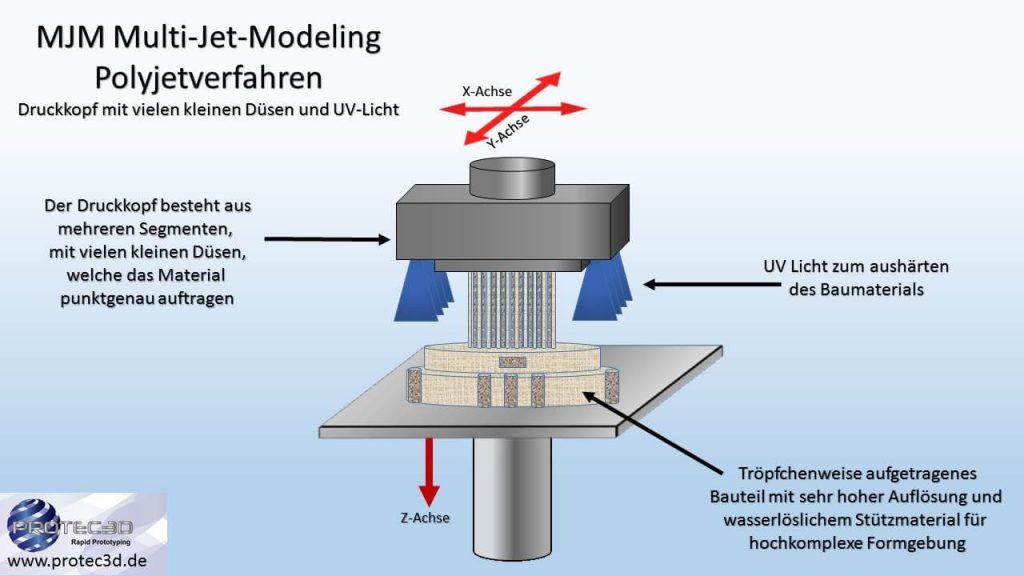
Polyjet process (Multi-Jet Modeling – MJM) With PolyJet technology, different photopolymer materials are applied in very thin layers by several print heads. (0.016mm) The gaps are automatically filled with a water-soluble support material. Each photopolymer layer is hardened by UV light immediately after application. This gives the models their stability and can therefore be easily removed. After printing, the support material can easily be removed with a water jet or using an ultrasonic cleaner with a saline solution. With this technology, high-precision, smooth models are possible. Monochrome, transparent and also rubber-like components with different mechanical properties can be produced in one printout. The mechanical properties can be further modified by subsequent hardening under UV light. With the latest generation of these machines, multicolored or particularly stable components can also be produced.
Vacuum Casting (VAG) In vacuum casting, master molds must first be produced. These serve as the basis for the actual casting mold. The master models are manufactured using the manufacturing processes listed above. (Mostly by stereolithography or multi-jet modeling) The casting mold is then made from silicone rubber using the master model. With the finished casting mold, several components can then be produced using vacuum (to avoid air pockets). The material used for this is a two-component casting resin with properties similar to ABS. There are usually about 25 per mold casts possible. A smooth and precise surface is possible here. Only single color models can be crafted. This manufacturing process is more commonly used for the production of small series.
Metal Printing (Bound Metal Deposition – BMD) One of the newest RP processes is metal printing from the manufacturer “Desktop Metal”. Here, MIM-bonded metal rods are melted and built up layer by layer to form a model. (Similar to the FDM principle). Support structures are printed in the gaps in the model, which have to be removed manually after printing. The components that are created directly after printing are called “green compacts”. These green compacts only get their actual material properties after the two post-treatments. In the first subsequent process after construction, the components must be freed from the “binder”. In the second subsequent process, the components are placed in a sintering furnace where they are heated to just below their melting point. This increases the density and strength and the component shrinks to the required nominal size.
3D paper printing (Selective Deposition Lamination – SDL) This process uses paper as the starting material. The components are created by precise gluing, coloring the paper sheets and cutting the respective contour layer by layer. The sheets of paper are cut with a tungsten knife. After the construction process, the resulting block with the workpiece inside is removed from the system. The elements that do not belong to the part can then be easily removed as they are cut into smaller elements during the construction process. With this technology, colored components with medium complexity can be produced very cheaply and in an environmentally friendly manner. It is one of the newest 3D printing processes. The Mcors company presented this technology for the first time on the market.
3D foil printing (Laminated Object Manufacturing – LOM) In this process, foils or paper are used as the starting material. The components are created by gluing the foils in layers and cutting out the respective contour. The foils are usually cut by a laser. After the construction process, the resulting block with the workpiece inside is removed from the system. The elements that do not belong to the component must then be removed and disposed of. With this technology, large components with medium complexity can be produced inexpensively. However, there are only a few process developers here. Therefore, this technology is rarely found on the market.
The advantages and disadvantages of the individual rapid prototyping technologies are explained in detail here: The advantages and disadvantages of the individual 3D printing technologies at a glance
If you have further questions about the individual technologies or need support with a project, please feel free to contact us. We will help you in the best possible way, as we are the 3D printing service provider for all 3D printing topics in the rapid prototyping sector. We help you with product development, the selection of the most suitable manufacturing process and the manufacture of your components.